传统的薄脆性材料和薄膜材料的加工方法面临挑战
近几年来,随着人们对生活质量要求的提高,国内的消费类电子,清洁能源,新能源汽车,生物医疗以及半导体等行业得到了蓬勃的发展。激光尤其是超快激光在这些高端智能制造领域的作用得到越来越多的体现。
玻璃、蓝宝石和陶瓷等脆性材料,凭借着自身具备的独特物理化学特性在手机,平板,触摸屏产品里得到了广泛的应用。例如玻璃用作于智能手机的显示屏;陶瓷用于制作电子零部件衬底和绝缘材料;碳化硅材料制作芯片的晶圆,蓝宝石用于 LED 衬底、手机摄像头保护玻璃、智能手机显示屏、智能手表的盖板玻璃等。
在这些产业领域中使用的玻璃、碳化硅、蓝宝石或陶瓷等材料,厚度通常较薄,硬度很高,非常易碎,而且加工精度要求越来越高。在加工要求上,上述应用通常需要在这些薄脆易碎的材料上实施非常精密的切割、钻孔甚至开槽等加工过程,这使得机械加工工艺如铣、钻、磨等面临着极大的挑战,因为材料极薄极脆,加工过程中因接触而施加到材料上的任何应力,都可能导致材料碎裂,最终报废。而传统的采用长脉冲激光的加工工艺,由于存在热损伤,以及由此带来的加工面毛刺,崩边,甚至碳化等问题,使得其在薄脆材料加工领域受限。
同时,金属材料加工领域,金属箔或者薄片的加工也是超快激光应用的热点。在电子产业,锂电池产业以及光伏领域,铜箔,铝箔以及不锈钢薄片的激光加工的需求日趋旺盛,并且,对此类材料的加工精度和加工速度的要求也越来越高。由于金属箔和薄片自身的一些特性,如材料自身极薄,具有高反射率,同时金属的导热性良好,使得传统的激光加工工艺无法到达要求的加工质量。例如,采用纳秒激光加工,由于脉冲持续时间较长,激光加工更容易造成金属箔的热损伤,以及由热损伤带来的材料变形和毛刺等。
高分子聚合物薄膜材料广泛应用于电子产品,如FPCB覆盖膜,OLED柔性显示屏中的复合膜等,由于材料极薄,如果采用纳秒激光脉冲加工,材料极易变形,甚至在加工面的材料发生碳化。
激光加工领域中,传统的基于材料中电子通过对光子的共振线性吸收获得热能的热熔性过程和“粗”加工方式,已不能满足更精细的材料微加工的要求。无论是在非金属加工领域,如薄脆性材料加工,还是金属材料加工领域,如铜薄片铝箔,以及有机高分子材料加工领域,采用飞秒超快激光技术的微加工技术备受关注。
飞秒激光技术应对精细的微加工挑战
由于飞秒激光的超快速时间和超高峰值功率的特性,在飞秒激光用于材料加工时,具有如此高峰值光强和极短持续时间的光脉冲与物质相互作用,能够以极快的速度将其全部能量注入到很小的作用区域,瞬间内的高能量密度沉积将使电子的吸收和运动方式发生变化,避免了激光线性吸收而导致能量转移和扩散等的影响,从而在根本上改变了激光与物质相互作用的方式,使飞秒激光加工成为具有超高精度,超高空间分辨率,以及广泛性的材料适应性的非热熔冷处理过程,开创了激光加工的崭新领域。
飞秒激光加工是基于多光子非线性吸收和电离机制, 而不是光子能量线性吸收而形成的热积累,因此,避免了热传导效应。当飞秒光脉冲作用于材料的表面或者透明材料的内部,由于光脉冲的持续时间极短,光脉冲的作用区域极小,光强度极高,通过非线性吸收过程,激光脉冲的能量来不及向作用点周围传递,光脉冲的作用过程或者加工过程就已经结束,因此产生的热量几乎可以忽略不计,被加工的材料几乎没有热损伤。
安扬激光技术有限责任公司的高功率超快光纤激光器及应用
安扬公司成立以来一直致力于光纤型超快激光器及其核心器件的研发与生产。2017年安扬公司推出了50,100,200uJ脉冲能量的飞秒光纤激光器系列。它能够在500fs的脉冲宽度下实现100W高平均功率和200MW超高峰值功率。其光纤模块化的设计,稳定优异的光斑模式使它满足于大部分现有市场上的超快加工需求,并为高效率超快精细加工提供了新的利器

图 1 安扬公司FemtoYL-100-500飞秒激光器

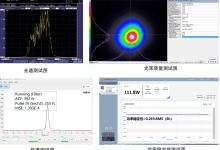
图 2 安扬公司FemtoYL-100-500飞秒激光器输出光斑
目前安扬公司FemtoYL-100-500飞秒光纤激光器已经应用于多种材料的加工,如薄金属的切割与打孔,高分子聚合物薄膜的切割与打孔,LCD显示屏用的强化玻璃,以及碳化硅晶圆等。
1. 不锈钢薄片及金属箔加工
图 3是0.05mm不锈钢薄片打孔的结果对比。 从图 3(a)可以看出,纳秒激光对不锈钢薄片打孔,在微孔的周围通过肉眼可以明显看到有不锈钢片变形、变色等,图 3(b) 是使用安扬飞秒激光器打孔,不锈钢片及微孔的周围基本没有热损伤材料,且微孔边缘光滑。
 (a)
(a)  (b)
(b)
图 3: (a) 纳秒激光(b)安扬飞秒激光 对不锈钢薄片打孔结果
2. NPI膜加工
使用安扬飞秒激光结合振镜并采用环切方式在NPI膜上加工出10x10微孔阵列,NPI膜的厚度为25 um。从图 4可以看出,微孔周围的材料基本没有变形,微孔边缘基本无热损伤。


图 4 飞秒激光在NPI膜上打孔的效果
3. 脆性材料的加工
如图 5 所示,采用安扬公司500飞秒的红外激光并结合振镜系统对强化玻璃进行切割,玻璃厚度0.5mm,切割之后强化玻璃的边缘光滑,没有热损伤,且基本看不到蹦边。

图 5 玻璃切割
下面图 6 为使用安扬公司 飞秒激光对金刚石进行切割的结果。切割后的边缘整齐,崩边小于10um。

图 6 金刚石切割
4. 采用超快激光对碳化硅晶圆隐切
碳化硅晶圆隐切工艺采用了安扬公司皮秒脉冲激光配合聚焦物镜,将激光脉冲聚焦在碳化硅晶圆内部。采用这种隐切方式对晶圆加工时,激光聚焦在的碳化硅晶圆内部的高强度激光使碳化硅材料发生局部熔融,由于熔融状态下的碳化硅密度较结晶时高,所以在碳化硅熔融区会留下一些小的真空孔隙。当该熔融区的温度冷却到熔点之下时,会在热应力作用下向焦点上下产生龟裂。这种由内而外的龟裂不会在表面产生碎屑。同时,由于激光脉冲的持续时间极短,碳化硅熔融区域极小,产生的龟裂的表面裂纹极细。
碳化硅片材厚度300um,隐切后裂片,得出如下结果。
 (a)
(a)  (b)
(b)  (c)
(c)
图 7 碳化硅晶圆隐切的结果
从图 7(a) 为切割后表面裂纹,裂纹左右偏差在5um以内,图 7(b)示为裂片后断面,图 7(c)示为裂片后边缘图,崩边小于5um。通过上面显微镜放大的图像可以看到,采用隐切工艺加工的晶圆,其边缘很平整,热影响区域很小,是一种窄化切割道的加工方式,能够大大提高材料利用率。
超快激光技术发展展望
随着激光技术的发展,激光器向着更快脉冲、更高能量、更短波长的方向迈进,这给激光材料加工带来了革命性的进步。这使得超快脉冲激光器越来越得到产业界的关注。这主要体现在超快脉冲激光加工可以得到远高于长脉冲激光加工的精度,最高可以达到亚微米甚至纳米。超快脉冲激光除了可以进行材料切割打孔等基本加工之外,还能够实现材料表面的加工与改性,对透明材料内部的加工与改性,实现了其他加工方法无法实现的高精度、复杂形状元器件的加工。另外超快脉冲激光几乎可以与任何材料相互作用,可用于激光加工的材料不受限制。对于超硬、易碎、高熔点、易爆等材料的加工,更具有其他方法所无法匹敌的优势。
为了适应激光产业的发展要求,安扬激光将不断提高飞秒光纤激光的技术指标。未来安扬的工业用飞秒激光器将全面覆盖100fs-10ps的脉冲宽度区间以满足不同材料在不同超短脉冲宽度下移除效率的优化需求。同时为了不断降低客户的单位使用成本和对加工宏观物体的需求,未来将实现 500-1000W的平均功率和1mJ的脉冲能量。
同时安扬公司的激光器的产品设计将遵循平台化,通用化和模块化的原则。安扬公司的平台化,通用化和模块化产品,不仅能够给产业界提供丰富的产品规格与配置的选择,还实现统一的操作界面和运行方式,以及良好的继承性,帮助客户节约设计时间和成本,降低运营成本。